En la industria alimentaria, el OEE no es solo un indicador de rendimiento. Es el termómetro que refleja todo lo que falla en planta: las paradas que nadie registra, los cambios de formato que se alargan más de lo previsto, las mermas que se asumen como inevitables y la trazabilidad que se reconstruye a mano cuando llega una auditoría.
Mejorar el OEE en la industria alimentaria es posible. Pero requiere algo que muchas plantas todavía no tienen: visibilidad real de lo que ocurre en cada línea, en cada turno y en cada lote.
Índice de contenidos:
Por qué el OEE en alimentación es más difícil de controlar que en otros sectores
La industria alimentaria tiene una complejidad operativa que no existe en otros entornos de fabricación discreta. Las líneas producen múltiples referencias, los cambios de formato son frecuentes, los requisitos de limpieza consumen tiempo productivo y la variabilidad de la materia prima añade incertidumbre al proceso.
A esto se suma la presión normativa. Cumplir con estándares como IFS, BRC o FSSC 22000 obliga a documentar con precisión qué se produjo, cuándo, con qué ingredientes y bajo qué condiciones. Cuando esa documentación se hace a mano, el margen de error es alto y el coste de una no conformidad es enorme.
El resultado habitual: plantas que conocen su OEE con un día de retraso, que calculan las mermas a cierre de semana y que detectan los problemas de calidad una vez el producto ya ha abandonado la línea.
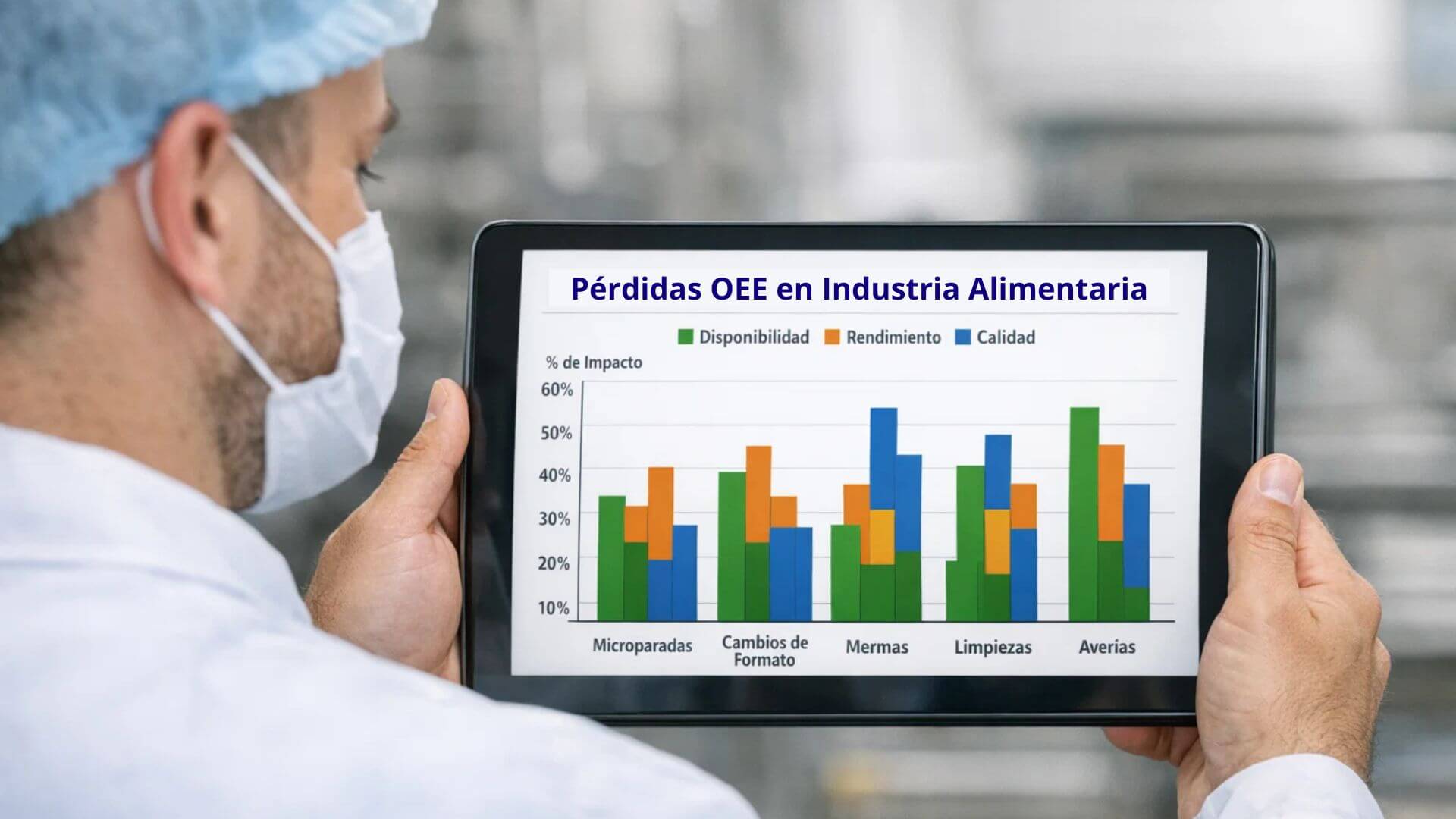
Las cinco pérdidas de OEE más habituales en plantas alimentarias
Estas son las causas que más impacto tienen sobre la eficiencia en el sector, ordenadas por el componente del OEE al que afectan:
1. Disponibilidad
-
Paradas no planificadas por mantenimiento reactivo. En muchas plantas, la maquinaria se repara cuando falla, no antes. Las averías en llenadoras, termoselladoras o líneas de envasado pueden paralizar la producción durante horas sin previo aviso.
-
Cambios de formato lentos y variables. La demanda de mayor variedad de referencias obliga a cambios frecuentes. Sin un procedimiento estandarizado y sin datos de tiempos reales, el mismo cambio puede durar 40 minutos un día y 90 minutos al siguiente, dependiendo del turno o del operario.
-
Paradas por limpieza CIP/SIP no optimizadas. Los protocolos de limpieza son obligatorios, pero su duración real rara vez se mide con precisión. En muchos casos se alargan por inercia o por falta de coordinación entre producción y mantenimiento.
2. Rendimiento
-
Microparadas no registradas. Las interrupciones de menos de tres minutos en líneas de envasado o etiquetado no suelen anotarse. Sin embargo, en una línea activa ocho horas, pueden acumular entre 45 y 90 minutos de producción perdida al día, según estimaciones representativas del sector.
-
Velocidad de línea por debajo del estándar. Es habitual que las líneas funcionen a un ritmo inferior al óptimo sin que nadie lo haya cuestionado. El ciclo teórico no se revisa desde el lanzamiento y la producción real se acepta como normal.
3. Calidad
-
Mermas y scrap por variabilidad de proceso. Los defectos de peso, etiquetado incorrecto, fugas en envases o contaminación cruzada generan rechazo que tiene un coste que va mucho más allá del material: incluye el tiempo de línea, la energía, el operario y el posible impacto en la planificación.
El problema de fondo: gestionar sin datos en tiempo real
Detrás de casi todas estas pérdidas hay una causa común: la información llega tarde o no llega. Los registros en papel se transcriben horas después, los informes de turno dependen de la memoria del operario y los datos de calidad se cruzan manualmente con los de producción al final del día.
Cuando un responsable de planta toma decisiones con datos de hace 12 horas, ya no puede actuar sobre lo que falló. Solo puede explicarlo.
| Gestión sin datos en tiempo real | Gestión con MES conectado a planta |
| OEE calculado al día siguiente | OEE visible por turno y por línea en directo |
| Microparadas no registradas | Detección automática con causa asociada |
| Mermas conocidas al final de la semana | Scrap registrado por lote en tiempo real |
| Trazabilidad reconstruida manualmente | Trazabilidad por lote automatizada |
| Cambios de formato sin tiempo estándar | Tiempos de camino medidos y comparados |
| Auditorías con datos dispersos | Informes generados automáticamente |
¿Sabes cuánta capacidad está perdiendo tu planta en este momento?En Overtel podemos ayudarte a medir el OEE real de tus líneas con datos de planta, no con estimaciones. Contáctanos y te mostramos cómo lo hacemos con INEXION MES en entornos alimentarios.
Cómo un sistema MES mejora el OEE en la industria alimentaria
Un sistema MES conectado directamente a los equipos de planta captura los datos donde se generan: en la línea, en tiempo real, sin intervención manual. En el sector alimentario esto tiene un impacto directo sobre los tres componentes del OEE.
-
Sobre la disponibilidad, el MES registra cada parada con su duración y causa real, detecta patrones de avería antes de que se conviertan en fallo y permite planificar el mantenimiento preventivo por uso real del equipo, no por calendario. Los cambios de formato se miden con precisión y se comparan con el estándar, lo que hace visible dónde y cuánto se pierde.
-
Sobre el rendimiento, la conexión directa con PLCs permite detectar automáticamente las microparadas y las desviaciones de velocidad respecto al ciclo óptimo. Sin depender del criterio del operario para decidir si algo merece ser anotado.
-
Sobre la calidad, el MES asocia cada registro de rechazo con los parámetros de proceso del momento en que se generó. Esto permite identificar la causa raíz de los defectos y actuar antes de que el problema se extienda a todo el lote. Además, la trazabilidad por lote queda registrada automáticamente, lo que simplifica enormemente la gestión de auditorías IFS, BRC o FSSC.
MES INEXION de Overtel está diseñado para entornos industriales con estas características: múltiples líneas, cambios frecuentes de referencia, requisitos de trazabilidad exigentes y necesidad de visibilidad en tiempo real para dirección y planta.

Caso real: Empresa de alimentación con una fábrica de 80.000 m²
Mensajero Alimentación es una de las principales empresas de conservas en España. Con una fábrica de grandes dimensiones y una política centrada en la seguridad alimentaria y la calidad máxima del producto, la empresa llegó a un punto de inflexión claro: los datos de planta no llegaban a tiempo, no se podían contrastar y la toma de decisiones dependía de información incompleta.
El reto: escala, diversidad de maquinaria y cambio cultural
La implantación de MES INEXION en una instalación de esta magnitud no fue sencilla. La planta contaba con una gran variedad de equipos: máquinas automatizadas y otras que requirieron la instalación de sensorización adicional para integrarlas al sistema.
La implantación se estructuró en fases, modelando el sistema para cada zona de trabajo. Uno de los desafíos principales fue el cambio cultural: implicar a los trabajadores de producción en una nueva forma de trabajar basada en datos requirió acompañamiento y tiempo.
Los resultados tras la implantación
Una vez integradas todas las máquinas y configurados los cuadros de mando, los resultados fueron concretos y medibles:
-
Eficiencia aumentada entre un 20% y un 30%, según los datos registrados tras la implantación completa del sistema.
-
Mayor productividad por operario: al recibir avisos en tiempo real sobre desviaciones de proceso, los operarios pueden corregir fallos en el momento.
-
Trazabilidad por lote automatizada: cada producto que sale de fábrica tiene un registro completo de los insumos utilizados y el consumo asociado a ese lote, lo que simplifica enormemente la gestión de auditorías y garantías de calidad.
-
Visibilidad en tiempo real de mermas, costes y recursos, accesible para todos los departamentos desde los mismos datos.
Como concluye el propio equipo de Mensajero Alimentación: "está claro que debemos ir de la mano del sistema MES INEXION para ir hacia delante".
Ve el caso de éxito completo aquí.
Señales de que tu planta alimentaria necesita medir mejor el OEE
Evalúa tu situación actual antes de tomar ninguna decisión:
-
¿Conoces el OEE real de cada línea por turno y referencia?
-
¿Las microparadas quedan registradas automáticamente o dependen del operario?
-
¿Sabes cuánto tarda realmente cada cambio de formato frente al estándar?
-
¿Puedes trazar un lote completo en menos de 30 minutos ante una auditoría?
-
¿Las mermas se conocen por lote, línea y turno o solo a nivel semanal?
-
¿El mantenimiento se planifica por uso real del equipo o solo por calendario?
-
¿Puedes generar un informe de OEE automático para dirección o cliente?
-
¿Los parámetros de proceso quedan registrados junto a cada lote producido?
Si has marcado cuatro o más, tu planta tiene pérdidas de OEE que se pueden atacar con una estrategia de digitalización concreta y medible.

El sector alimentario tiene todas las condiciones para que el OEE sea bajo: alta variedad de referencias, cambios frecuentes, exigencias normativas y procesos con mucha variabilidad. Pero también tiene todas las condiciones para mejorarlo, si se cuenta con los datos adecuados en el momento adecuado.
La digitalización de planta no es una transformación que se hace de golpe. Es un proceso que empieza por conectar las líneas, visibilizar las pérdidas reales y actuar con datos objetivos en lugar de con estimaciones.
¿Quieres ver cómo funciona INEXION en una planta alimentaria como la tuya?
Solicita una demo de INEXION MES y te mostramos, con datos reales de planta, cómo mejorar la eficiencia de tus líneas alimentarias. Sin compromiso, con conocimiento de tu sector. Habla con un especialista de Overtel.
.jpg)